全國服務咨詢熱線:
021-51089255
021-51089255


熱膨脹系數是評價材料長度隨溫度變化的重要參數。了解材料性質對材料設計非常重要。本文介紹樣品制備和流場如何影響樣品性能和TMA 402 F3 Hyperion® Polymer Edition測量方法。
填料在聚合物制造行業中發揮著重要作用,加入填料將會降低材料的價格。此外,填料還可以減少收縮,增加剛度以及改善外觀。
熱膨脹系數α或CTE(工程熱膨脹系數)是衡量材料在加熱或冷卻時長度變化的重要參數。通過熱膨脹測量數據,可以幫助設計材料,如終產品收縮性,或者終產品各連接部件之間的膨脹匹配性。
模具中填料的取向對CTE影響很大,而填料取向則取決于模具中的流場,即材料填入模具的方式。于是,注塑件中不同位置的CTE值可能不同。本文目的是研究這個現象。將包含40%(體積)短碳纖維的低粘度PEEK樹脂注入80x80mm和2mm厚度的平板模具中成型。通過較薄的澆口獲得更均勻的流動前沿并減少纖維斷裂。
熔融材料如何流入模具中?
圖1(a)為模具的示意圖;(b)為整個模具沿厚度方向的速度分布曲線和熔體前端的噴泉式液流;(c)為終的纖維方向。
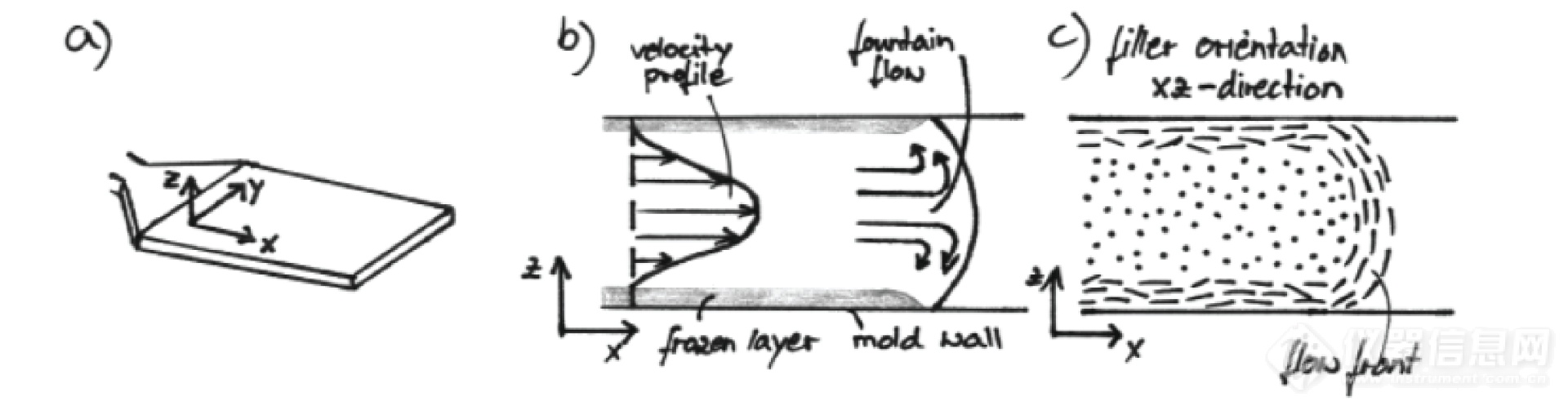
圖1 a) 樣品板的坐標系;b) 聚合物的速度分布和噴泉式液流效應的示意圖;c) 整個樣品板厚度的終填充方向
在速度梯度,不同的力和力矩作用下,模具內的纖維出現不同的取向。在模具中心,熔融材料的延伸和橫向流動令纖維方向垂直于流動方向。在模具壁或靜止層處,高剪切速率導致纖維方向與流動方向平行。靜止層的厚度和速度分布決定了纖維取向層的厚度。
實驗樣品制備和測試
耐馳的TMA測量中根據圖1(a)切割樣品,研究纖維方向對熱膨脹系數的影響。(b)為預期的主要纖維方向。
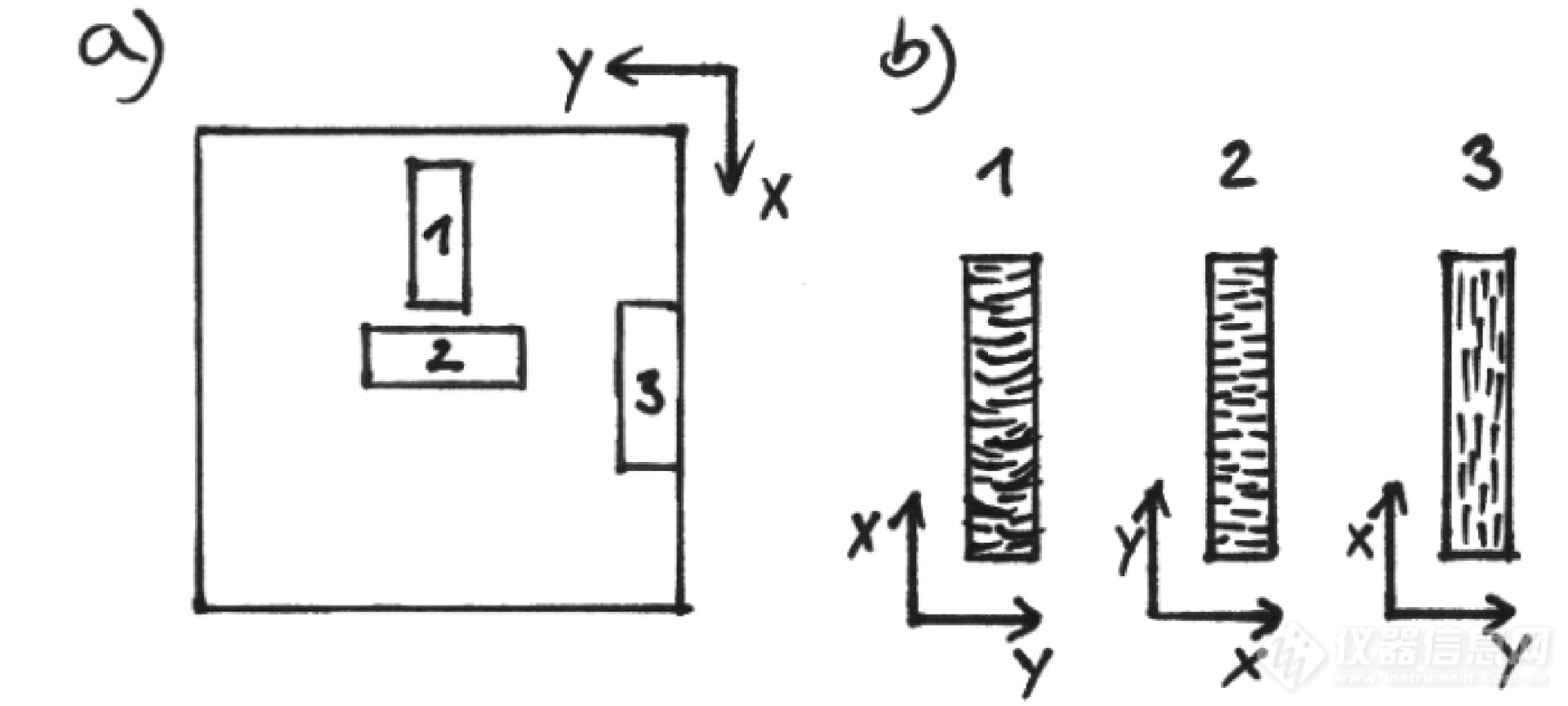
圖2:a)樣品選取位置,b)主要纖維方向
試樣通過TMA 402 F3 Hyperion® Polymer Edition進行測量,先將樣品冷卻至低溫,然后以5K/min加熱速率從-70°C升至300°C。使用平均CTE(m.CTE,也就是分析計算兩個數據點之間的斜率)計算熱膨脹系數。 下表匯總了測量條件:
表1 測試條件
樣品支架 | 熱膨脹,石英支架 |
樣品負載力 | 50mN |
氣氛 | N2 |
氣體流速 | 50mL/min |
溫度區間 | 5K/min的升溫速度從-70°C升高至300°C |
熱膨脹與流場是怎樣的關系?
從圖3可看出,同預料情況一致,樣品在高溫區間(>Tg)的CTE大于低溫區間(
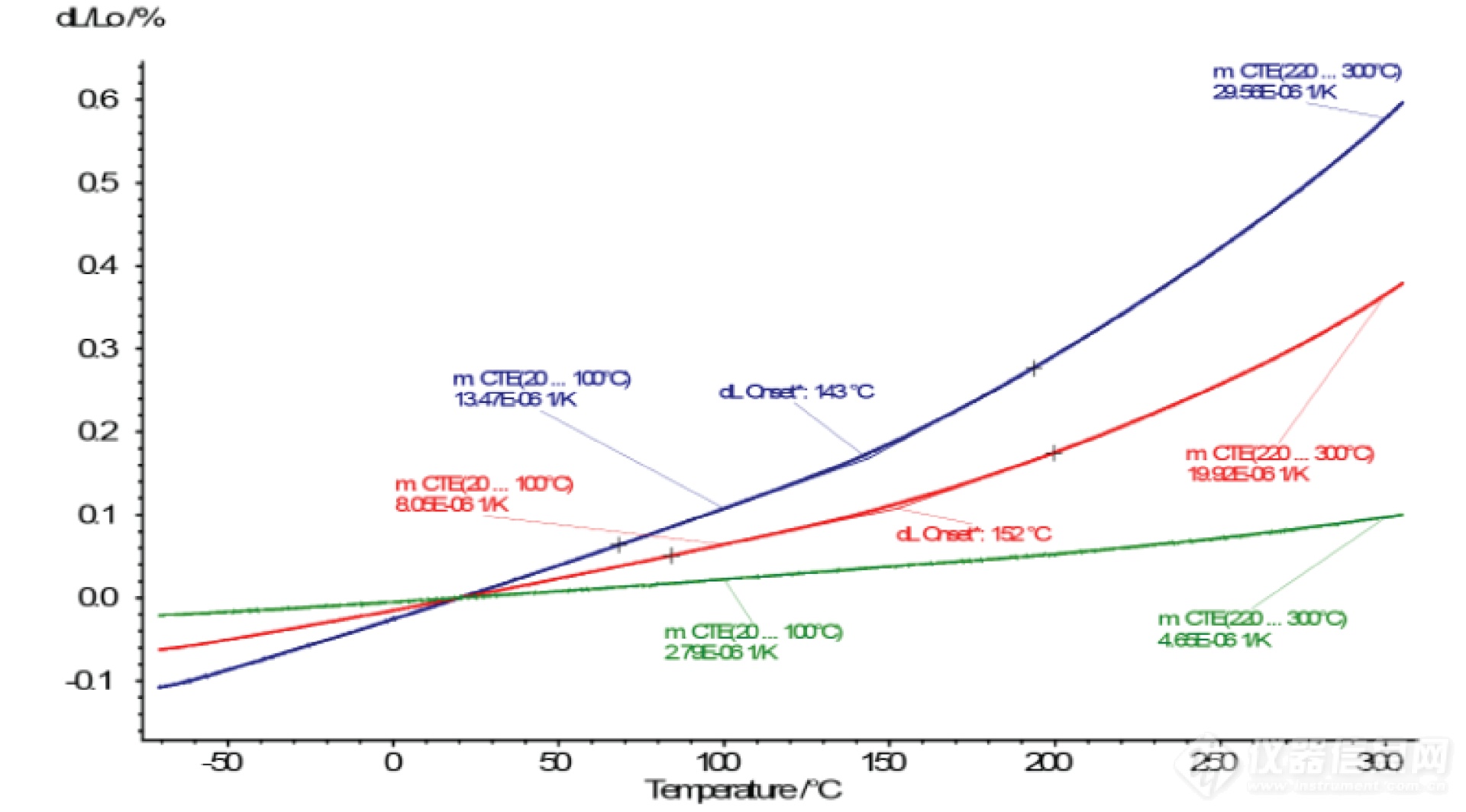
圖3:來自不同部位的短碳纖維填充PEEK的TMA測量結果;樣品1(紅色);樣品2(藍色);樣品3(綠色)
表2 Tg結果的匯總
| 樣品1 (紅色) | 樣品2 (藍色) | 樣品3 (綠色) |
Tg [°C] | 152 | 143 | — |
CTE [10-6 K-1] | 8.05 | 13.47 | 2.79 |
CTE > Tg [10-6 K-1] | 19.92 | 29.56 | 4.65 |
根據CTE測量和流場中纖維方向理論,可以推導出樣品中主要的纖維方向,如圖1(b)所示。可以看出,由于樣品較薄,樣品2和樣品3中靜止層的作用為主要的作用,其中大部分纖維的方向為x方向。因此,樣品3的CTE值低(流動和纖維方向上的測量),樣品2的CTE值高(垂直于流動和纖維方向的測量)。
研究表明基于填充方向分析填充材料熱膨脹系數的重要性,以及流場在注射成型過程中對填充材料熱膨脹系數的影響。
關于Neue Materialien Bayreuth GmbH
Neue Materialien Bayreuth GmbH是一家非學術研究公司,致力于開發各種新型輕型建筑材料,從聚合物、纖維增強復合材料到金屬,包括加工。他們通過優化可用材料和生產流程,面向應用提供解決方案。

電話
微信掃一掃

 當前位置:
當前位置: